SPORT AVIATION
October 1972
DESIGNEE CORNER
THE MATERIAL…RIGICELL
How would you like to be able to cut out your flap or aileron ribs, for example, with a razor blade? Dick Schreder does. The material he uses as a substitute for metal frames is some stuff called RIGICELL and it can be considered as another one of these so called "Exotic" products. This one is by B. F. Goodrich and formally it is identified as Polyvinyl Chloride. Rigicell looks like almost any typical "foam product" but it is a closed cell type of material and neither water nor fuel will penetrate it.
The Rigicell material is a light tan in color and comes in sheets 4' x 4' that are %" in thickness. Apparently you cannot buy it from the Goodrich people unless you are willing to pick up a freight car load at one time. Fortunately you can purchase (thanks to Dick Schreder) Rigicell directly from Bryan Aircraft, Inc., Box 488, Bryan, Ohio 43506. Quite reasonably too, as it sells for .75c per square foot (1/16" plywood is going for about the same price).
The fine texture of the material makes it easy to mark with a ball point or a felt pen. After the template is traced, the rib can be cut out with a razor blade, X-Acto knife, or even with a band saw using a fine tooth blade. The Rigicell sands or routes very easily and permits- a very, very precise contouring of dimensions.
Polyester and Epoxy Resins do not attack Rigicell. It has a very fine cell texture and the material is highly resistant to abrasion ... that is, it doesn't crumble or pulverize easily as will some expanded foams. It has an excellent resistance to most common chemicals. Rigicell will not burn as it is self-extinguishing and does not support combustion. Sounds like something mighty useful to have on hand for building airplanes, doesn't it?
Those of you with a scientific bent might be interested in a few more facts and figures on its physical properties. Although not readily available, Rigicell does come in five different densities ranging from 2.3 lbs./cu. ft. to 5.7 lbs./cu. ft. Compare this against the weight of balsa wood (7.5 lbs./cu. ft. to as much as 12 lbs./cu. ft.). Spruce weighs 28 lbs./cu. ft. The more dense the grade of Rigicell, the greater its strength properties. Taking the lighter weight BFG Rigicell 306 that Dick has been working with; we find that in spite of its extremely light weight of 3 lbs./cu. ft., it is nevertheless quite strong:
|
Compressive Strength (ultimate psi) |
80 |
|
Compressive Modulus (psi) |
2500 |
|
Shear Strength (ultimate psi) |
70 |
|
Shear Strength Modulus psi) |
2500 |
THE ADHESIVE... SCOTCH-WELD 2216 B/A
The structural adhesive holding that previously mentioned metal control surface structure together was a gray, two-part, room temperature curing, modified structural epoxy adhesive with high shear and pretty good peel strength characteristics. Overlap shear strength on 2024 T3 Clad Aluminum will range from 2300 psi to 3400 psi depending on the cleanliness of the metal bonded. The adhesive is not only good for bonding metal to metal or to foam but will bond wood, hard plastics and even rubber. The cost quoted was rather high although a little does go a long way. Until such time as the price is changed it will sell for $15.00 per quart can of each part. (Adds up to 30 bucks, doesn't it?)
To obtain a good bond with any adhesive, the metal surfaces must obviously be clean, dry and free from paint, rust, oil or wax. Better yet, the minimum preparation requires the sanding (with 240 grit abrasive paper) of the metal along the area to be bonded, followed up by wiping with 3M Solvent No. 3 or No. 4. The spec. sheet indicates that Scotch-Weld brand Degreasing Primer 3911 is recommended for use in metal applications that demand ultimate performance. (I understand that Dick Schreder uses methyl ethyl keytone.)
When the adhesive mix is by volume, two parts of "B" (Base) are mixed with three parts "A" (Accelerator) and stirred until the color is a uniform gray. The pot life of the adhesive is around 90 minutes at 750 F when working with small batches of about 3 or 4 ounces (100 grams') or so.
Maximum bond strength is assured by applying the adhesive evenly to both surfaces to be joined. Very little contact pressure is required and as little as 2 psi should be plenty.
Allow the adhesive treated joint to cure above 60 degrees F until completely firm (resistant to fingernail penetration) before working it at all. Just to be sure, allow it to stand overnight as an overnight curing is usually sufficient. In applying uniform clamping pressure to areas such as the trailing edge, Dick Schreder recommends that two long straight aluminum or steel bars be clamped on either side. This will guarantee the perfect alignment of the trailing edge joint.
It seems to me that the reported test results on overlap shear joints for etched aluminum samples, after a 90 day period of severe environmental aging showed a noticeable decline in strength for the samples tested in a high moisture and a high salt spray environment. With an environment of 100% relative humidity at 120 degrees F, shear strength declined to 1505 psi. Under salt spray (20% salt solution) conditions at 95 degrees F, the strength figures showed a change from 2300 psi to 300 psi after a 60 day aging period.
While no homebuilt would conceivably be subjected to such conditions, it does appear that a prolonged environment where moisture, high humidity and salt spray are prevalent may be cause to consider further testing. With no long term test samples available, there is no way of knowing if the strength values would stabilize at their lower psi ratings or if there would be a continued decline in strength at a very reduced rate. In time, we will probably hear from builders who have had personal experience with such materials.
Tests under more common operating conditions show excellent results. These test samples included exposure to high air temperature (to 300 degrees F) and under an environment of Anti-icing Fluid, Hydraulic fluid, JP-4 fuel and Hydyocarbon fluid, all at a controlled temperature of 75 degrees F, with very little effect on the strength. These shear strength figures ranged from 4930 psi to 3300 psi. In these samplings the test period ranged from 7 to 40 days.
The Scotch-Weld specification sheet indicates that overlap shear joints in aluminum 2024 T3 Alclad have a shear strength potential of 2340 psi to 3400 psi depending on how the metal surfaces are cleaned. Needless to say, such a strength potential far exceeds any loading that could possibly be induced (in use) on properly designed joints.
FUELTANKS
The insulating qualities of the material, even after heating, are such that it doesn't seem to stay hot to the touch but for a brief instant and it can be handled with bare hands quite soon after taking it out of the oven.
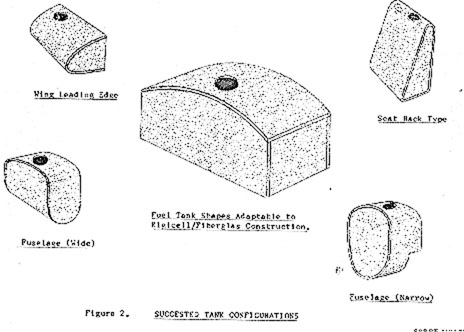
In addition to being heat formable, Rigicell is an effective vapor barrier and its high thermal efficiency would seem to make it a superb structural material for fabricating aircraft gas tanks. Now here is an area where any builder can benefit from the use of this new material.
The fabrication of fuel tanks from this material would be amazingly simple and quick. See Figure 2 for some typical fuel tank configurations.
The Rigicell pieces would first be cut to size and then the tank assembled with the Scotch-Weld adhesive. After the adhesive has cured overnight, the tank can be filled with fuel and it would not leak through. A small test tank Dick Schreder had at Oshkosh had 100 octane fuel in, it since May (2 months) with no sign of seepage.
To provide the necessary protection and strength for the tank, it would be a simple matter to cover it with a layer of boat-weight fiberglass cloth laid in Polyester or Epoxy resin. Ordinary fiberglass tanks, without the benefit of a substructure as may be provided by Rigicell, are usually made up of as many as 5 layers of glass cloth and are quite heavy.
Before overlaying the tank with fiberglass the corners and edges should be sanded round to a large radius to make the application of the fiberglass easier. The resin may be brushed on generously directly to the Rigicell tank structure and the glass cloth laid on in the usual manner. The tank needs no internal treatment although larger tanks should have baffles installed. Some builders might want to try coating the inside of the tank with sloshing compound or with resin although testing over a long period of time may prove that is not necessary. Personally, I think a coat of resin on the inside would work fine ... it did on my small test sample.
OTHER USES
Although Rigicell retains its rigidity and may be used throughout a wide range of temperatures up to 200 degrees F, it is nevertheless heat formable. Gentle, simple curves are possible at room temperatures. At temperatures somewhat above 250 degrees F, it can be formed to a variety of shapes to include some compound curvatures. After heating a small 3/8" x 3/8" strip in the oven for 10 minutes, I found it would bend quite easily around a 1/2" diameter tube into a "U" shape. On cooling, it retained its new shape. This characteristic would make it practical to consider the use of Rigicell for forming of fairings and tips of all types. You' could do this by heat forming of the sheet of Rigicell or by cutting and shaping laminated hunks of the stuff.
The sumps and filler necks can be laminated in place in the usual manner with additional layers of cloth.
This technique should net the builder an extremely light, strong tank.
The interest in foam reinforcement, fiberglass and core construction sandwiched with metal as structural elements is very high among the homebuilder set. We need more experimentation in this vein. The big question is . . . "How long will the structure endure under actual use conditions". The safest way to gain experience in the use of these materials is through the fabrication of small components such as flaps, ailerons, trim tabs, fairings, cowlings, wing tips, seats, battery boxes, gas tanks, baggage compartments, cabin insulation, and other similar applications. Considerable care should be used in untested applications of new materials and structural techniques for critical structures such as the fuselage, wing, and tail elements.
Progress there is in the EAA. If you don't believe it, think back to the original few designs and homebuilt aircraft on the scene some 15 to 20 years ago. A time when it was quite an achievement to get the federal government to certify any homebuilt. As for the two place airplane . . . that was strictly a No No until Steve Wittman added another first to his long record of aviation firsts when his two place Flying Carpet (now known as the Tailwind) became the first homebuilt certified in the Experimental category to carry non-revenue passengers.
Now look at what we had at Oshkosh this year ... 400 homebuilts ... each one a unique and different aircraft from the other. These aircraft are loaded with new methods, new ideas, new materials, and new ways of getting the job done. Even though some of us are newcomers and may not yet have reached the high stage of development and craftsmanship as some of our more gifted EAA artisans ... we are doing some things right, for our birds are flying and doing a pretty good job of it. Furthermore, how many of you have said, "Wait, 'til you see my next job, it's going to have . . . "
I believe it! We haven't seen anything yet! The tempo is increasing and we will be seeing an awful lot of exciting new developments. The proliferation of ideas is a natural offshoot of the EAA Oshkosh Convention. Oshkosh is an unbelievable experience in learning.
Comments provided by Bob Kuykendall
Note:
Mr. Schreder stopped using scotch-weld adhesive not long after the article was published.As near as I can recall, what Dick told me was:
Dick had been using Rigicell ribs and Scotchweld adhesive, and was experimenting with water ballast tanks partitioned out of the Rigicell ribs and interstitials. Anyhow, he was at some big contest with his latest creation (I can’t remember what) and his daughter runs up to him and says that his wings are dripping. So he goes back to his ship, and finds that the wings are not only hemorrhaging water, but that the skins are de-bonded and sagging away from the bottoms of the ribs near the root.
So he goes back to the 3M guys, and finds that the glue is more sensitive to humidity than was previously thought. Arrgh.
After that, Dick switched to Hysol EA9410 (later superseded by EA9430) adhesive, and started building his ballast tanks into rigid structures like wing spars.